G4 KAYNAK MAKİNELERİ (MIG/MAG)
Panasonic VP1 kaynak makinesi, Panasonic' in G4 robotlarıyla hiçbir yazılıma gerek olmadan, sadece dijital haberleşme kablosuyla haberleşebilir ve robot, kaynak makinesini otomatik olarak tanır.
Panasonic Kontrolör, “FULL DIGITAL” kontrol ile kaynak makinesinin en iyi performansını sergilemesini sağlar.
VP1 kaynak makinesi, tüm kaynak akım aralıklarında mükemmel ark kararlılığı sağlar. En uygun PULSE salınım kontrolü ile 1 pulse ile 1 damla geçişini gerçekleştirir.

Pulse özelliği sayesinde, paslanmaz dahil tüm karbonlu çeliklerin kaynağında sıçrantısız ve mükemmel kaynak dikişler elde edilebilir. Robot kolunun üzerindeki tel sürme motorunda encoder vardır. VP1 kaynak makinesi, tel sürme motorunun encoder bilgilerini kullanır. Daha sonra bu bilgileri, motor devrini kusursuzca ayarlayabilmesi ve tel sürmenin kararlılığını koruyabilmesi için CPU'ya iletir. Bu sayede kaynak teli torca gerektiğince sevk edilir ve kaynak bilgileri geniş aralıklarda girilebilir.

Kaynak makinelerinde 32 bit RISC CPU kullanılmıştır ve bu durum yüksek hızda salınımı kontrol edebilmenize olanak sağlar.
Kontrol ünitesi seconder sargıdaki kısa devreleri ortadan kaldırıp, kaynak esnasında ilk tutuşmayı kolaylaştırarak çapak oluşmasını önlemektedir. Bu sayede daha geniş akım ayarlayabilme imkanı ile az çapak oluşmasını sağlamaktadır.
VP1 kaynak makinesi, 2 aşamalı yüksek amperli ark başlangıcı ve pulse olmayan başlangıç teknolojisi ile mükemmel ark başlangıç performansını kısa zaman dilimlerinde oluşturabilir. Kaynak sonrasında tel ucunda oluşan toparlaklık azalır ve böylelikle daha kolay ark başlangıcı oluşturur.
Sistem ,hem hava soğutmalı torç hem de su soğutmalı torç ile kullanıma uygundur.

Kaynak Klavuzu (Weld Navigation)
Weld Navigation özelliği sayesinde iki adımda kolay kaynak parametre ayarı yapılabilir. Robotun kumanda paneli üzerinden girmeniz gerekenler sadece kaynak yapılacak parçaların birleşme şekli ve kaynak yapılacak parçaların et kalınlığıdır. Böylelikle programlama süresinde büyük avantaj sağlanır.
1.Adım:Kaynak yapılacak parçaların birleşme şekli seçilir.
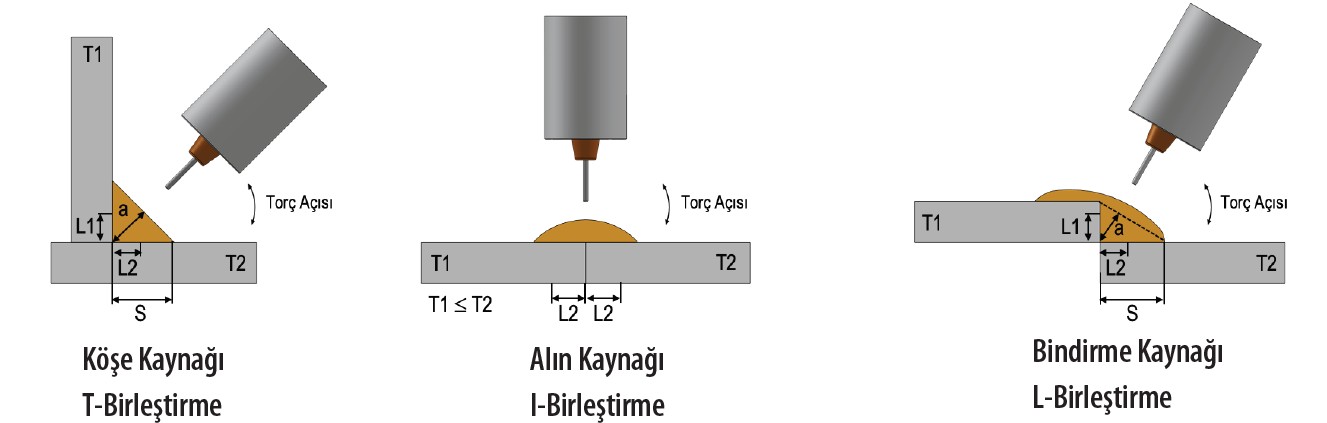
2.Adım:
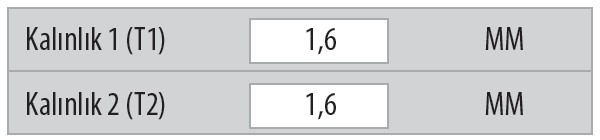
Kaynak yapılacak parçaların et kalınlıkları seçilir.
Bu iki adımdan sonra robot KAYNAK AKIMI, KAYNAK GERİLİMİ, KAYNAK HIZI KAYNAK YÜKSEKLİĞİ, KAYNAK ADIM AÇILIĞI, TORÇ AÇISI değerlerini kendisi hesaplayıp ekranda gösterir ve ardından derhal kaynağa başlanabilir.
Bu aşamadan sonra eğer operatör isterse robotun tavsiye ettiği kaynak hızı, boğaz yüksekliği (a) ve kaynak adım açıklığı (S) değerlerini ekrandan manuel olarak kendi istediğine göre değiştirebilir. Sonrasında ise robot derhal bu değişikliğe göre tüm parametreleri tekrar hesaplar ve ekrana getirir.
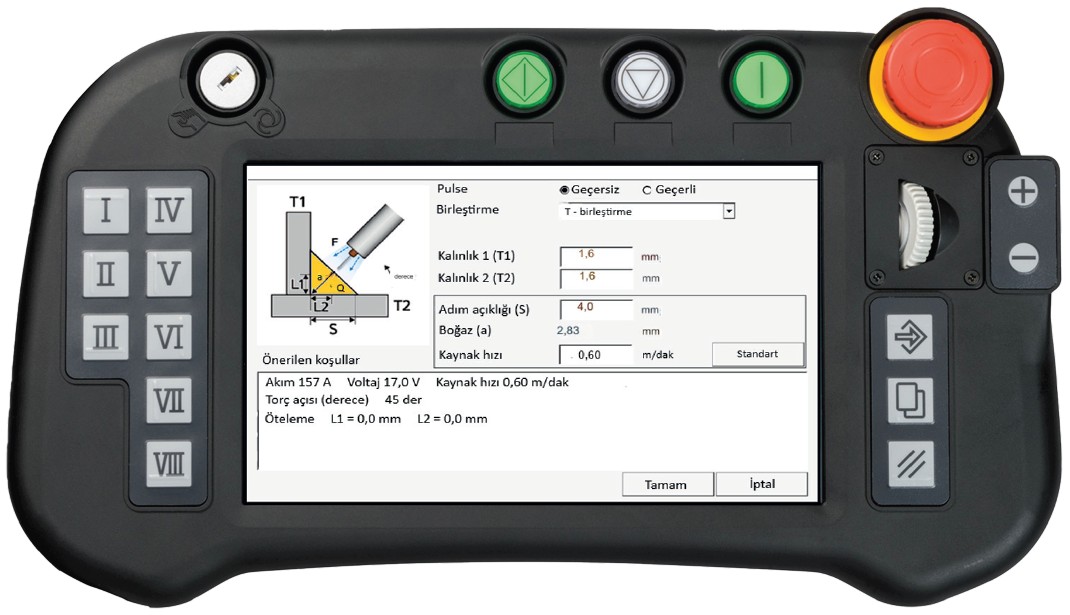
(Robotun verdiği parametreler tavsiye niteliğindedir ve sınırlıdır)